
- Joined
- Feb 25, 2021
- Messages
- 3,130
Why? Does your VFD not provide a reverse function?I run one of my Bridgeport mills with the VFD output connected to the drum switch. I do not change the drum switch while the VFD is energized.

Why? Does your VFD not provide a reverse function?I run one of my Bridgeport mills with the VFD output connected to the drum switch. I do not change the drum switch while the VFD is energized.
Why? Does your VFD not provide a reverse function?
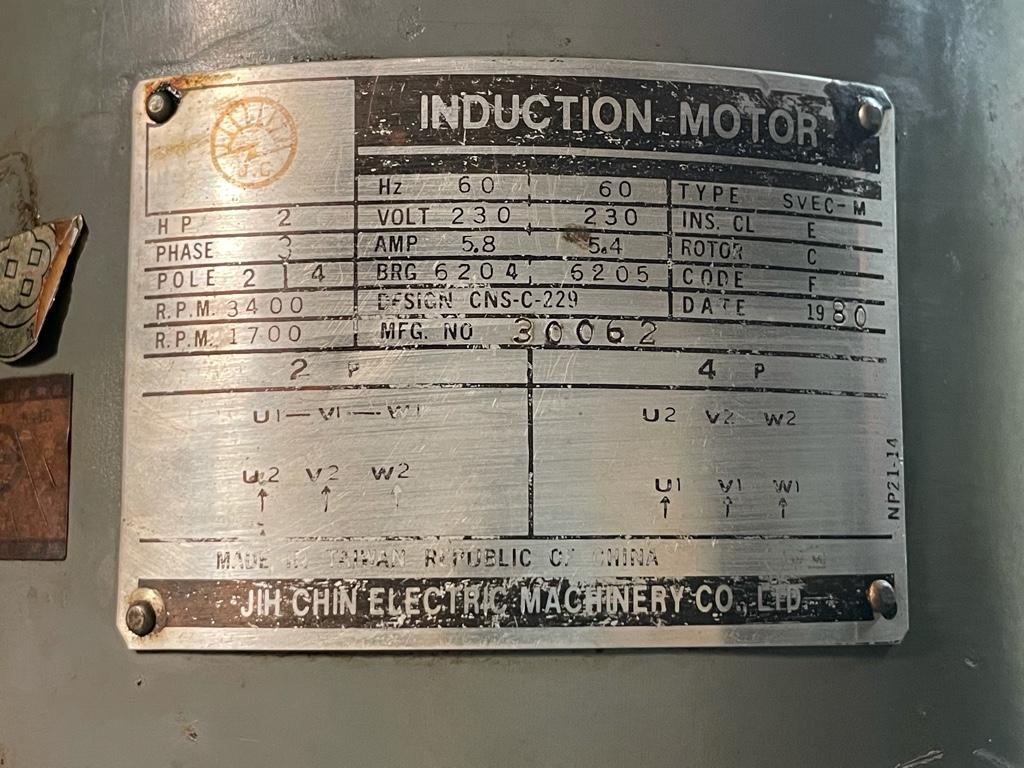
Makes sense, didn’t think of two speed motors.I do that to select the high/low windings (2- vs 4-poles) and switch the VFD parameters simultaneously.
Are you using an input in the VFD to tell it whether you are on the 2 or 4 pole side of the switch? My VFD does not have the option to change the motor parameters in the drive by use of a switch, you need to go into the programming mode and manually make the change.I do that to select the high/low windings (2- vs 4-poles) and switch the VFD parameters simultaneously.
Are you using an input in the VFD to tell it whether you are on the 2 or 4 pole side of the switch? My VFD does not have the option to change the motor parameters in the drive by use of a switch, you need to go into the programming mode and manually make the change.
The problem with using a two speed motor is the HP on the lower speed windings is usually significantly lower than the full speed option, so you are not gaining anything by switching to a lower speed instead of using a speed potentiometer and slowing the motor down with the VFD, and you are actually worse off.
+1What you are describing is what happens if you use the wrong motor voltage or speed settings in the VFD.
Not much reason for going that route, the motor is a constant Hp, so wiring it for 4P, 1700 RPM, 60Hz, 5.4A and then setting the VFD to go to 120 Hz (3400 RPM) will give the same performance with a lot less complexity.
Not exactly, he'll have constant torque and variable HP up to 60 hz, then constant HP above 60 hz, but the torque will decrease as the speed increases to maintain the constant HP as well as overcoming the inefficiencies of the worsening V/f ratio. Running above nameplate speed could be useful for small cutters that need high speeds and low cutting forces, but not very good if you want to hog out material.Not much reason for going that route, the motor is a constant Hp, so wiring it for 4P, 1700 RPM, 60Hz, 5.4A and then setting the VFD to go to 120 Hz (3400 RPM) will give the same performance with a lot less complexity.