

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Group Project: Dividing Head - The Build
- Thread starter Flyinfool
- Start date
- Joined
- Mar 25, 2013
- Messages
- 4,615
Good news, bad news:
I got my acme tap and used it to cut the teeth deeper in one of the gear blanks.

 photos.app.goo.gl
photos.app.goo.gl
The other gear blank that looked so good got turned into scrap. Somehow the teeth cross threaded and ruined it. I am going to have to re-melt it. I guess I will be doing some more casting when the weather turns. For now I may try an aluminum blank.
It is very hard to cut the teeth to the specified depth even with this sharp tool.
Jeff- We may need to revise the worm mount to a slightly greater distance. I measured the center distance for this successful gear to be about 2.080". Is that close enough?
I got my acme tap and used it to cut the teeth deeper in one of the gear blanks.
New video by Robert Miller
photos.app.goo.gl
The other gear blank that looked so good got turned into scrap. Somehow the teeth cross threaded and ruined it. I am going to have to re-melt it. I guess I will be doing some more casting when the weather turns. For now I may try an aluminum blank.
It is very hard to cut the teeth to the specified depth even with this sharp tool.
Jeff- We may need to revise the worm mount to a slightly greater distance. I measured the center distance for this successful gear to be about 2.080". Is that close enough?
- Joined
- Aug 3, 2017
- Messages
- 2,437
That looks fantastic!
- Joined
- Aug 3, 2017
- Messages
- 2,437
I was supposed to do those but could never get the hobbing to work. I have the meshing part with the Acme gear single pointed and waiting in a drawer.
- Joined
- Mar 25, 2013
- Messages
- 4,615
These are frustrating to say the least. If you want to give it another shot, reduce your gear blank to 3.400" and then cut slots every 9 degrees. I'll bet you can get it to run. I'll post up how an aluminum blank goes. I'm not going to screw up another cast blank. Too much work. Not just time but lifting sand filled casting flasks! Not to mention the cost of propane to get to 1900 degrees!
- Joined
- Mar 25, 2013
- Messages
- 4,615
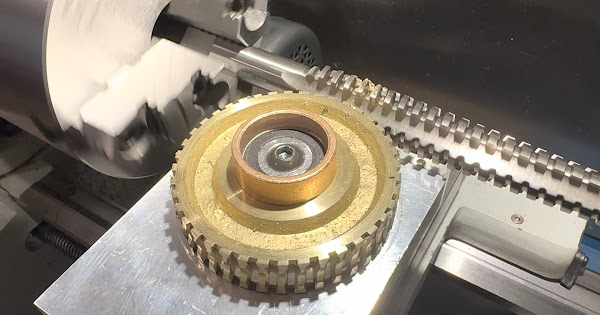
I made an aluminum gear today:

I have to say, this gear hobbing is fraught with technical difficulties. A passively turning gear blank is not really a possibility at these parameters. The problem seems to be how the pitch radius changes as the teeth are cut deeper. When you are starting the cut, you simply do not have the correct tooth spacing for the worm even if you have starter grooves. To successfully make these gears I had to remove .075 from the center of the blank with an end mill tangentially. Then I pretty much cut the teeth to almost full depth with my shop made cutter indexing every 9 degrees. Then I took off the last .010 with the hob (tap) and finally ran it in against my acme screw. It is still not hard to have the hob miss-track.
This would probably work if you had an actual hobbing machine where the gear blank was driven at the correct ratio. Then the valleys would get appropriately wider as the cutting progressed. The blank I used here is 3.4" I may reduce the diameter by .050 for the next try. Keep in mind that reducing the diameter (to a point) does not change the ratio, it just changes how far around the worm the sides of the gear overlap. I still have center to center distance of about 2.070
Edit: I wonder how this gear would come out in Delrin?
I have to say, this gear hobbing is fraught with technical difficulties. A passively turning gear blank is not really a possibility at these parameters. The problem seems to be how the pitch radius changes as the teeth are cut deeper. When you are starting the cut, you simply do not have the correct tooth spacing for the worm even if you have starter grooves. To successfully make these gears I had to remove .075 from the center of the blank with an end mill tangentially. Then I pretty much cut the teeth to almost full depth with my shop made cutter indexing every 9 degrees. Then I took off the last .010 with the hob (tap) and finally ran it in against my acme screw. It is still not hard to have the hob miss-track.
This would probably work if you had an actual hobbing machine where the gear blank was driven at the correct ratio. Then the valleys would get appropriately wider as the cutting progressed. The blank I used here is 3.4" I may reduce the diameter by .050 for the next try. Keep in mind that reducing the diameter (to a point) does not change the ratio, it just changes how far around the worm the sides of the gear overlap. I still have center to center distance of about 2.070
Edit: I wonder how this gear would come out in Delrin?
Last edited:

- Joined
- Apr 29, 2019
- Messages
- 2,060
Nice find.
I am not really any help on making the gear, I have only made straight cut gears and specified helical and worm gears on drawings but the were cut on a hobber that makes gears as its only purpose in life.
I am not really any help on making the gear, I have only made straight cut gears and specified helical and worm gears on drawings but the were cut on a hobber that makes gears as its only purpose in life.
- Joined
- Mar 25, 2013
- Messages
- 4,615
The bronze is mystery metal to the seller. It doesn't look like oillite. I'm guessing its 932 bearing bronze. If somehow it turns out to be aluminum bronze, that would be bad. If 932 I think it will make great gears. Could also make a bushing for an oversize hole in the base but We may already have that sorted out.