

- Joined
- Sep 10, 2022
- Messages
- 928
15 minutes each on manual machines is well within reason. Figure 1 hour for set up of both machines.
5 hrs labor
1 hr setup
Material cost.
If you do not have in stock
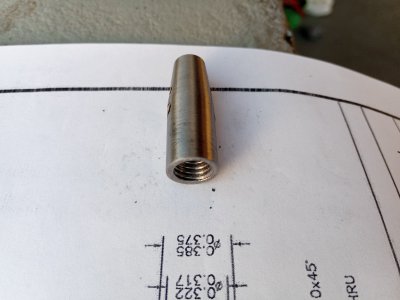
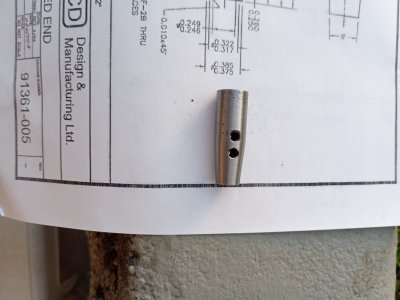
10mm taps plug and bottom
10-32 tap
.248 reamer
How fast do they need it? The faster the better premium you can charge.
No back log of jobs. I would go.
3-5 day delivery. For regular time.
Expedited I would go 2 days 30% up charge. If doing this you better have Everything in stock.
Cutting oil is my blood.
5 hrs labor
1 hr setup
Material cost.
If you do not have in stock
10mm taps plug and bottom
10-32 tap
.248 reamer
How fast do they need it? The faster the better premium you can charge.
No back log of jobs. I would go.
3-5 day delivery. For regular time.
Expedited I would go 2 days 30% up charge. If doing this you better have Everything in stock.
Cutting oil is my blood.

")