Okay, this project is essentially completed. Our farm has approximately four acres of 'lawn' - not 'pasture' - that must be mowed instead of bush hogged, and it is in five non-contiguous pieces. Four Husqvarna remote mowers take care of about half of that. These mowers are great, but they have a weak link. It's routine for the thin aluminum blade guard to need replacing periodically, but we've discovered that presents two challenges: first, each is forty-two bucks and change, and second, they seem to always be on back-order. So I decided to mass produce my own. The biggest challenge was making a jig to facilitate the process, but it seems we have a pretty workable solution. I incorporated the advice offered on this thread, but since this is not a one-off project I tried to come up with something that would allow for repeatability. Quite awhile back, I managed to acquire a fairly large chunk of 2" thick 6061T6 aluminum (no idea where or why) and decided to use it to make a frame for our kitchen clock (picture below). Milling it out of a solid piece left me with a nice centerpiece of 2" thick aluminum that's been sitting in my scrap pile ever since. Turns out it was ideal for this application. The most challenging part was determining in advance the order operations to make the guards, and fabricating the pieces of the jig accordingly. It became apparent that there would be two steps to the process, requiring the jig to have two components. I began by milling a centering hole in the jig that matched the center hole of the blade guard (24mm). In addition, I milled a recess wide enough to accommodate the guard's six slotted holes (5mm). I drilled and tapped six holes in that recess and, for the second component I made a cover plate out of 3/8" aluminum flat stock, which allowed me to sandwich the thin stock on the jig to mill the outside perimeter. Sounds confusing and took a fair amount of designing, and trial and error to get the jig right, but it actually works quite well. And it will prove to be cost-effective. I am out of pocket for a 24mm annular cutter, a two-sided 5mm center-cutting end mill, and a piece of aluminum large enough to have made five guards - all total about $82 including tax and shipping. My cost for the five guards would have been over $200.
Thanks for all the advice from our experts. You guys made the design and implementation of this jig pretty straightforward. Below are some photos.
Regards
Clock made from original piece of aluminum:

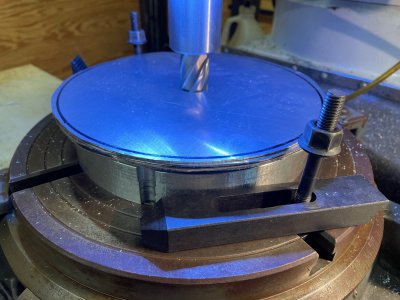
Adapting leftover center cut-out to be used as the base part of the jig, and mounting to the rotary table:



Center hole and six slotted holes milled in five blanks (screws in third photo are only to verify alignment):



Attaching 3/8" top plate over blanks to mill outside circumference. I found I could very easily mill two guards at a time. Next time I make these, I'll try more:


The final product next to a worn-out blade guard. The three holes in the original are access holes for changing the blades. I did not mill these holes because every time I've changed blades, I've removed the guard first - it's easier that way. Plus, as you can see in the photo, it's a weak spot in the design. The plate flexes when it's mowing (by design) and hangs up on the head of the screws holding the blade. That's the main reason these wear out so quickly: