

- Joined
- Oct 4, 2020
- Messages
- 484
Looking for a new high quality 16ER type laydown toolholder.
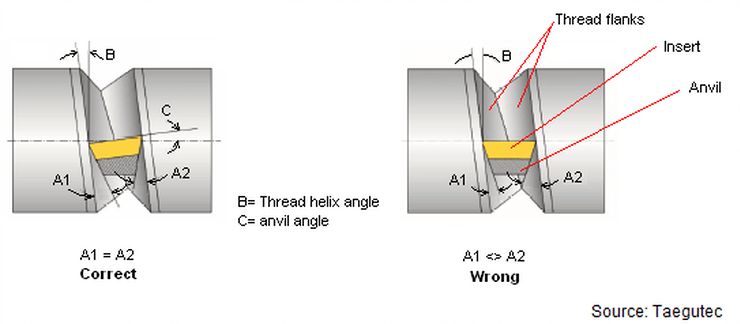
What role does the insert/bushing/shim play? (The part that would be under the insert) - They have 3 different pointy bits that all look a little different but I don't know why.
Also, what is the screw in the side of the holder, under the shim for?
Example:
What role does the insert/bushing/shim play? (The part that would be under the insert) - They have 3 different pointy bits that all look a little different but I don't know why.
Also, what is the screw in the side of the holder, under the shim for?
Example:




") )
)