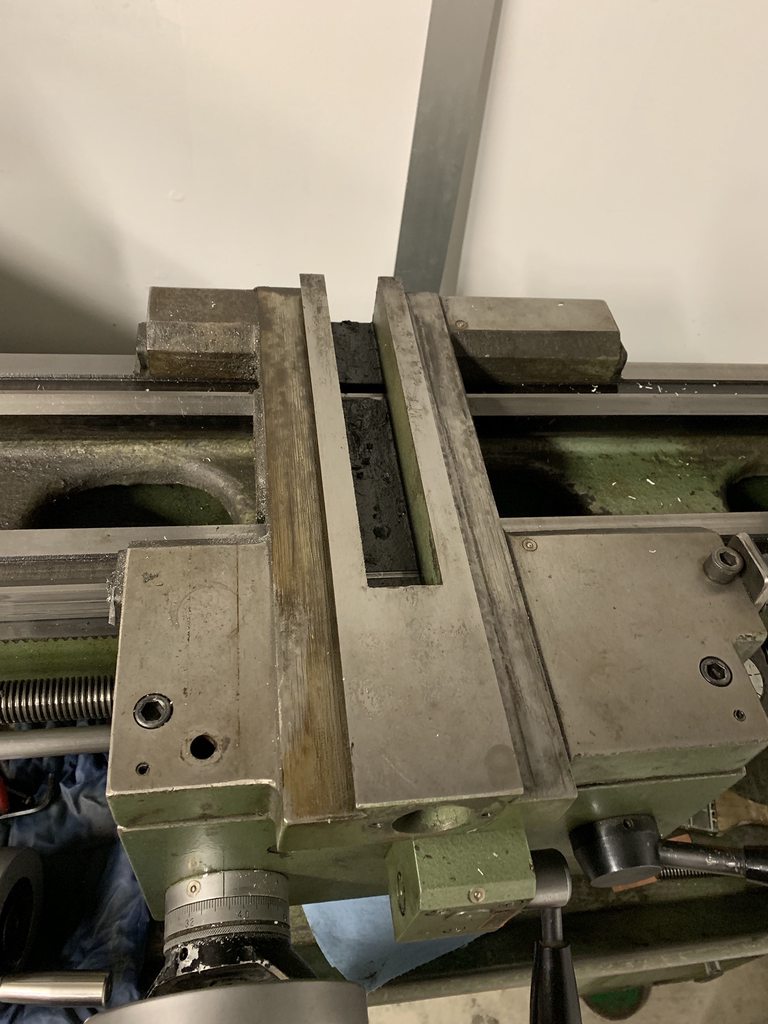
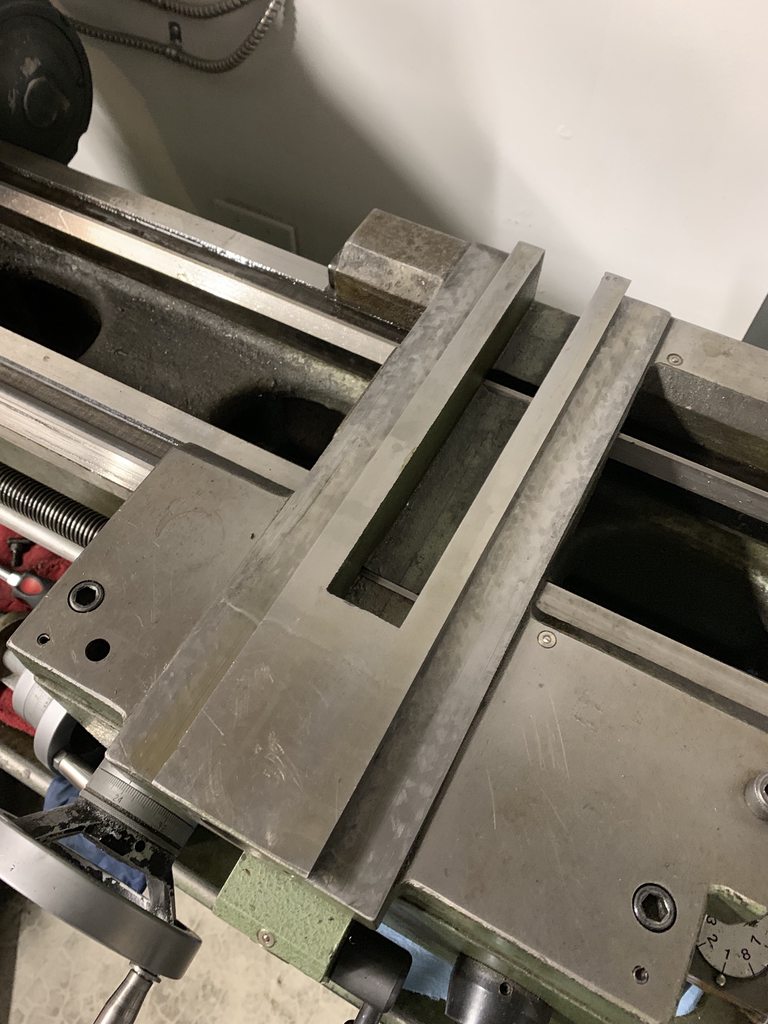
I spent some more time on it this evening. I tore down the cross slide and the compound and scrubbed off the decades old petrified oil.
Before...
After...
Before...
After...
Before...
After...
Lubed it all up with some way oil and topped off the bearing reservoirs.
I chopped off a smaller section of the bar I turned yesterday and started turning and facing the part. I'll work on turning it down to the tailstock diameter.
Everything except the compound is running real smooth now. Everything is pretty effortless. Everything runs quiet.
The compound is stiff throughout the travel. I adjusted the gibb and it doesn't matter where I put it, it's always stiff at least the last 1/4 of travel. If I get it as smooth as it can be, there's too much slop. I adjusted until I just had no slop at all. I think the gibb insert is warped.
Tony.