- Joined
- Jun 26, 2018
- Messages
- 1,733
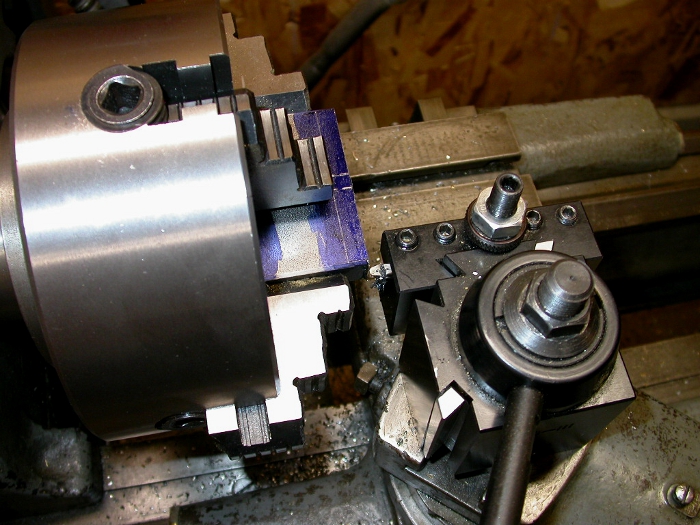
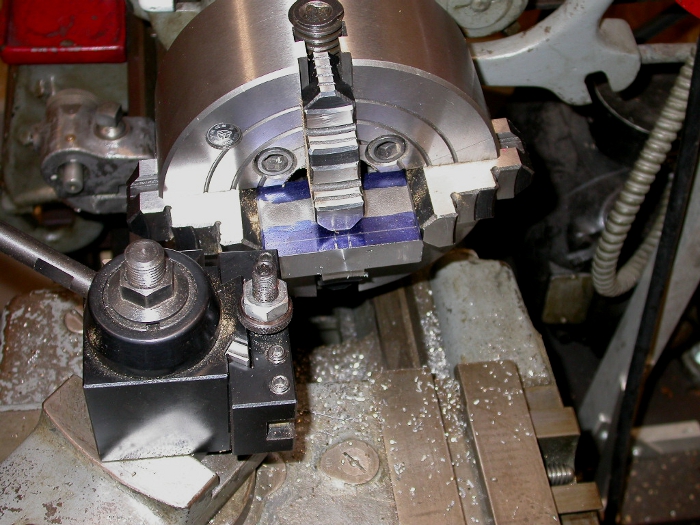
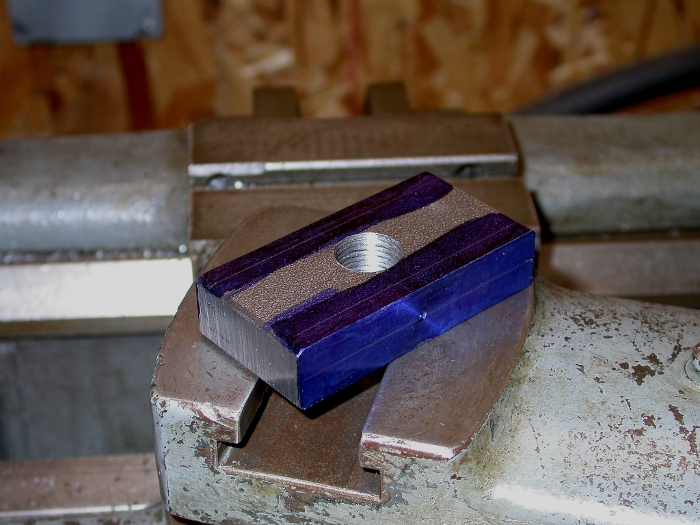
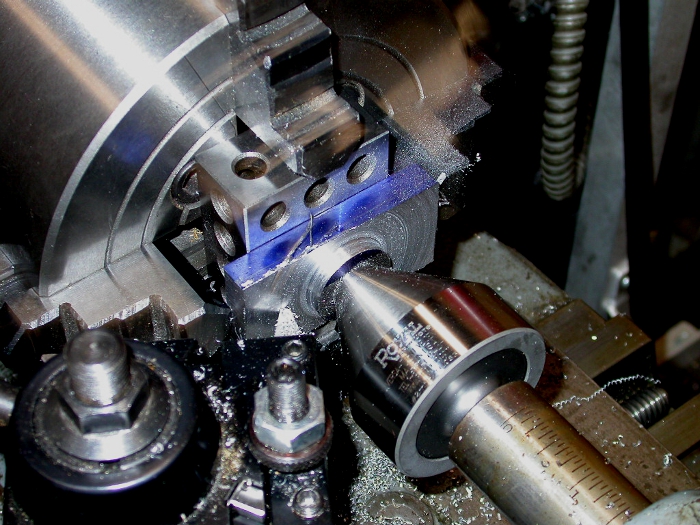
Yeah, I tried just kind of laying out the t-nut in different chuck/jaws/spaced configurations. I don't see how to do the Dutchman cut in this without collision. I'll see if I can hire someone here to mill mine down...you are very spot on WineGrower. After the mill it will be the CNC upgrade as well....