
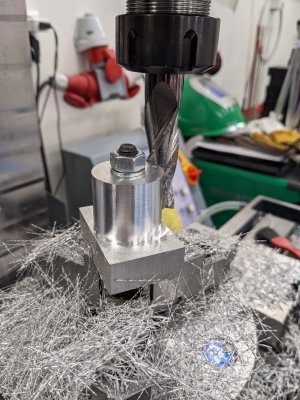
This was my solution for the quill. I have a tabletop mill, so the quill IS my z-axis. I made a clamp from some 1/4" sheet aluminum. Cut the circle on the lathe, slit it in the bandsaw, a couple of screws and an "L" bracket that I made. Once I had the scale in my hand, it all sort of fell into place. It also helped that these things are less than $50.00 if something were to go south.


-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Are these glass scales compatible?
- Thread starter smoky4712
- Start date
- Joined
- Jul 31, 2020
- Messages
- 765
I am a fan of the "package deals" which include 3 scales plus the Display. These often have a much lower total cost than separately sourcing the scales plus the display. I had wanted to get a PM728vt (mill) with the DRO and the Pedestal, but both the DRO and the Pedestal stand were back-ordered items. I ended up buying just the Mill. I fabricated a larger table with additional workspace for about the same cost as the narrow pedestal stand. I sourced through eBay a DRO kit that included 3 scales plus the display for less than $190. I liked the fact it was a set, as that gave me confidence the "pin out" of the 9 pin connectors would be matched between the scales and the display (some displays expect a different pin-out pattern than others).
The kit included a 250mm (Y-Axis), 450mm (Z-Axis), and a 500mm (X-Axis) scales. When the DRO kit arrived, it was laid out and connected at the dinner table to confirm function. It worked as advertised. I even set up some 3-2-1 blocks to act as a stop for the read heads on the table, to confirm accuracy and repeatability. It passed the test.
As with all of these kits, the bracket were largely useless, and the screw sets did not mate up with all the threaded holes on the scales (But that can be remedied with a trip to the hardware store; the threads were metric). Custom brackets had to be fabricated, but then, if you have a mill, this task is quite manageable.
There was also the incentive that the PM Factory DRO added $800 to the cost of the mill, but the kit which was purchased from eBay was less than $200. I tested it with a pair of 3-2-1 blocks and an edge finder that was 0.200 inch wide. Resolution on the scales is 0.0002 inches, the display was off by one count of resolution. With additional tests, I learned the DRO was more accurate than the hand-wheels on longer cuts, once the linear correction factor was keyed into the display.
Link to what I bought:
eBay 3 Axis DRO with Scales



The kit included a 250mm (Y-Axis), 450mm (Z-Axis), and a 500mm (X-Axis) scales. When the DRO kit arrived, it was laid out and connected at the dinner table to confirm function. It worked as advertised. I even set up some 3-2-1 blocks to act as a stop for the read heads on the table, to confirm accuracy and repeatability. It passed the test.
As with all of these kits, the bracket were largely useless, and the screw sets did not mate up with all the threaded holes on the scales (But that can be remedied with a trip to the hardware store; the threads were metric). Custom brackets had to be fabricated, but then, if you have a mill, this task is quite manageable.
There was also the incentive that the PM Factory DRO added $800 to the cost of the mill, but the kit which was purchased from eBay was less than $200. I tested it with a pair of 3-2-1 blocks and an edge finder that was 0.200 inch wide. Resolution on the scales is 0.0002 inches, the display was off by one count of resolution. With additional tests, I learned the DRO was more accurate than the hand-wheels on longer cuts, once the linear correction factor was keyed into the display.
Link to what I bought:
eBay 3 Axis DRO with Scales
- Joined
- Nov 28, 2020
- Messages
- 93
No issues with mine. The brackets they come with are pretty much useless. So prepare to fab your own.For you guys that have been running these inexpensive scales for a couple months now, how is it going?
- Joined
- Dec 23, 2019
- Messages
- 176
I sourced two out of my three scales from https://www.vevor.com/. They arrived quick and have been working great. I cant speak on longevity as the install was just completed recently but you can get 3 scales for close to 150$. My only suggestion to someone reading this is to just get your scale a couple inches bigger than your travel especially if your mill has room for it.
I have the x and Y read heads on my pm940 attached to the same bracket so i was able to eliminate holes going into the side of the saddle. Im not sure it was worth it but im happy i took on the challenge.
It was a pretty tough project for me designing and making all the brackets im not going to front like it was a cake walk. It wasnt hard, just time consuming. Im so happy to be able to just connect my phone and run touchdro off of it. Ill get a dedicated tab in the future but as of now im only like 200$ into a sweet dro setup not including the hardware i had to purchase which was less than 20$ for all the brackets i made. I just used scrap aluminum inhad to fabricate everything. Its always fun looking back at it") when its finished and done correctly.
when its finished and done correctly.
I have the x and Y read heads on my pm940 attached to the same bracket so i was able to eliminate holes going into the side of the saddle. Im not sure it was worth it but im happy i took on the challenge.
It was a pretty tough project for me designing and making all the brackets im not going to front like it was a cake walk. It wasnt hard, just time consuming. Im so happy to be able to just connect my phone and run touchdro off of it. Ill get a dedicated tab in the future but as of now im only like 200$ into a sweet dro setup not including the hardware i had to purchase which was less than 20$ for all the brackets i made. I just used scrap aluminum inhad to fabricate everything. Its always fun looking back at it
when its finished and done correctly.Ive now installed 2 of 4 of my mill scale... I've done one axis a day like nighthawk mentions there are challenges that arise.
I'm trying not to go nuts worrying about the slightest cosine error or things that may not really matter to me in the long run. I've got other things to do and need this done. Can't work on this everyday so an axis a day is going to take a week or more.
Question for others with these Chinese 'vevor' scales.
If the open side with sensor faces down (x,y horizontal axis) or away (vertical z,w axis) can I omit the guard/cover?
I really don't see the fundamental difference in covering scales where the opening slot is facing down/away. They will still be exposed to that side regardless of they are covered or not.
Anyone have experience not covering them while face down/away?
I'm trying not to go nuts worrying about the slightest cosine error or things that may not really matter to me in the long run. I've got other things to do and need this done. Can't work on this everyday so an axis a day is going to take a week or more.
Question for others with these Chinese 'vevor' scales.
If the open side with sensor faces down (x,y horizontal axis) or away (vertical z,w axis) can I omit the guard/cover?
I really don't see the fundamental difference in covering scales where the opening slot is facing down/away. They will still be exposed to that side regardless of they are covered or not.
Anyone have experience not covering them while face down/away?
I don't have covers on any of my scales - mill or lathe. No problems here. I did have to take a couple of my scales apart and swap parts. There is a piece of glass suspended down the middle of the aluminum frame and there is plenty of room for oil and such to fall out of the way. The sensor is spring loaded to the outside world, so you won't stress anything if your alignmemt is off a little (but you already know accuracy can suffer). Some scales have a double rubber seal and some just have a single seal. If this were aerospace it might make a difference but I don't think it matters in the real world. Mountimg them is the real trouble. If they went bad several years down the road, it would take 10 mimutes and $45.00 to replace them.
Go with what you are doing.
Go with what you are doing.
- Joined
- Apr 4, 2013
- Messages
- 691
5080 is nominal resolution (5 microns). In reality, I've seen +/-10 or even more. My scales are on the plus side (5084, 5085, etc.)So did everyone else with these scales get the same value for cpi when calibrating, 5080 I believe it was... I mean I don't see how they can be anything else but it could've been 5081 if rounding to the closet value...
There is no need to round to the closest value. In TouchDRO, CPI is a floating-point number, so you can have 5080.752345423344234 if you feel like it.
Regards
Yuriy