POTD was more Tormach enclosure work. The mill came with a machine arm support bolted to the control panel. That'd be inside of the enclosure so moved the attachment to outside of the mill.
Plan was to reuse what I could. Tormach sells a remote arm for the monitor, keyboard, mouse and job shuttle for $325, but went the POTD route instead.
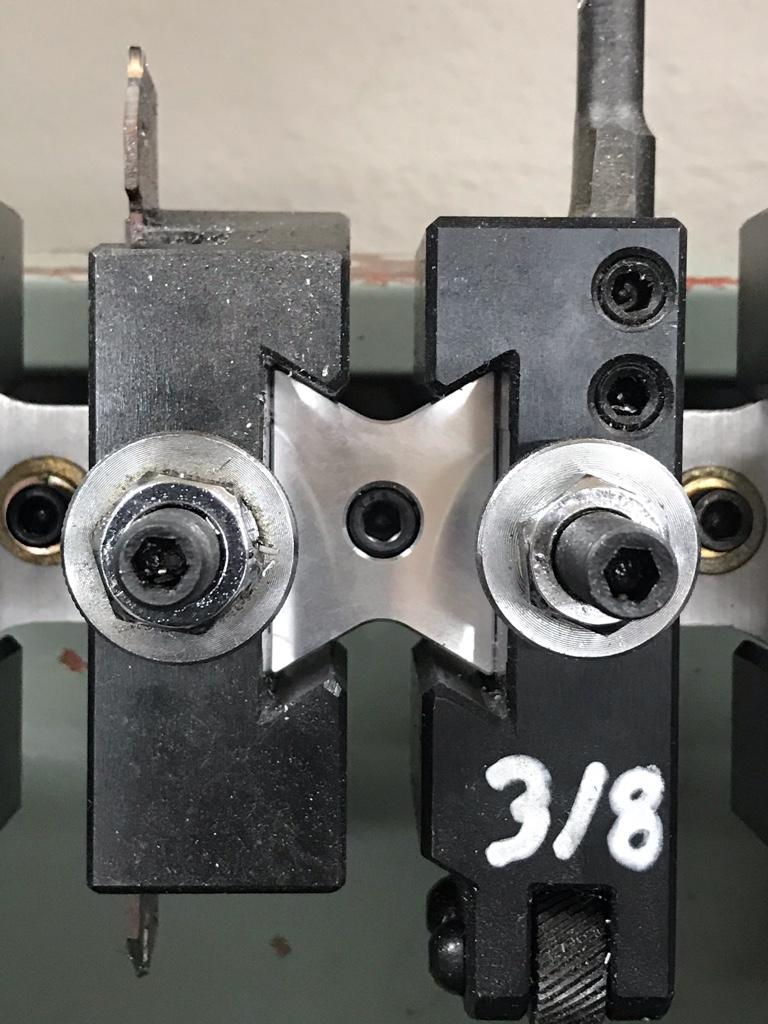
I mounted the cast iron arm base to the mill base with 3/8" cap screws. Set the base in place, marked one hole with a transfer punch, drilled and bolted one hole. Swung the base in place, transfer punched the opposite corner hole and repeated. Once the base was held with two screws, transfer punched/drilled the other two holes.
The existing arms mount with what mic'd as very close to 14 mm diameter pins (0.549"). The pins go through bushing plates screwed to the tubular steel arms. My plan was to mount the stock arm to the arm base and make a vertical extension tube from some 1" x 1/8" wall square tubing. The extension tube would have plates welded to each end which in turn would be bolted to new pivoting disks.
Cut the 1/8" tubing to length and squared up the ends on the Bridgeport

Chucked up some 2 1/4" mystery steel; faced, center drilled, drilled a 3/8" hole and band sawed off 7/16" slabs. Went back to the lathe after each cut for re-facing so one surface was flat.




Used a couple of adjustable parallels on the face of the lathe chuck to set the disks in place for facing. Yet another POTD will be to make an adjustable spider. . .



Made four 3/8" thick by 2 1/4" disks. Two would be tapped, two drilled/countersunk. Started with the tapped ones.
Bolted two disks together and found center with a laser center finder. I'm able to hit within about 0.005" with the laser which was "good enough". Spot drilled, tap drilled and tapped both disks. I used the PCD function on the mill's DRO to locate the holes. Not necessary as the X, Y were Zero and the offset, but it's nice to step through the holes and go to 0,0.





Plates that go on either end of the extension tube were done next. Same gig here, located them on the mill with the laser, spot drilled, drilled 3/8" through holes, countersunk with a 9/16" end mill, and milled an 1/8" pocket for the 1" tubing to set in.
I have a couple of sets of countersinks for 3/8" cap screws, but they create quite a bit of clearance. The center hole mic'd at something like 0.430" and the head clearance was something like 0.625". Went with the "trust the DRO" approach which meant having to hold better than 0.005" tolerance (spoiler alert, worked out fine).





Test fit a chunk of tubing. Didn't show it but clamped the two plates on either end of the extension tube and TIG welded the assembly.

Made some thrust washers out of Delrin.
Faced, clearance hole drilled and parted.



Next were the clinch/captive pins. The stock one was the wrong length (could have been modified), but I needed an additional one anyhow so made two. Chucked up some 3/4" CRS, faced, center drilled, turned between center and cut an E-clip groove. Then polished it the way I was taught; cover the ways with a towel, Emery cloth over a flat surface like a file.





Gonna hit the 30 photo limit, so on to part 2.
Thanks for looking, Bruce


















")