Well until I create my own website and blog I'll add some more here to keep track of my progress and issues with refurbishing a lathe nearly as old as I am.
I've started to systematically tear down and cleaning some parts to catalogue what is missing and what parts are essential to replace with originals in order to meet my standards for a quality restoration.
Where original parts are no longer available I'll try to machine new parts to the original specifications, but may make minor changes to improve functionality and durability. For instance I'll be treating tool post and holders with black oxide finish. I'll be replacing the square head clamping screws in the tool holders with cap head screws to be able to use T-handle Allen Wrenches. I'll also be replacing many of the simple oil seals with modern garter spring oil seals.
So, the lathe has no oil in either the head stock or the gear box. The oil levels in the apron and the variator remain a mystery for now. I have ordered 5 liters of Morlina 10 for the variator and headstock. Once I have the oil I'll flush and refill the variator and headstock both to be able to test run the lathe, and to assess the state of the oil seals.
I haven't found a local supplier of ISO Tellus 68 oil for the gear box, or rather I haven't heard back from the company Shell referred me to, so I may just use an equivalent sold by Canadian Tire; Certified AW68 Anti-Wear Hydraulic Oil, it's about $100 for 18.9 liters.
I started the lathe tear down with the original Dickson tool post and tool post holders.
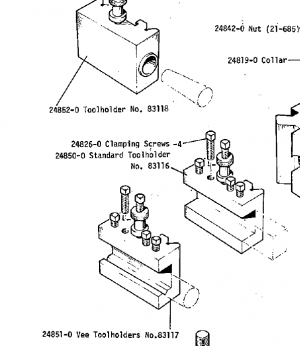
My lathe came with the optional "Colchester Type No. 259" quick change tool post, aka the Dickson Tool Post in the S1 size, along with four 24850-0 Standard Tool Holders No. 83116, one 24852-0 Morse Taper Tool Holder No. 83118, and supposedly one 24851-0 Vee Tool Holder No. 83117. I may just not have noted the Vee tool holder among all the others. I'll have to check again later.

I'm missing the following original parts rom the tool post itself:
Locating Pin 24821-0,
Collar 24819-0
Nut 24842-0, but have non-original nut

I may be missing one standard tool holder, and one vee tool holder, and I am definitely missing a couple of clamping screws. I checked the box of odds and sods but I didn't see anything there that obviously belonged to the tool post in there.
I ran into issues when my evaporust gel had the gel part solidify into a solid mass and render the gallon useless... that pisses me off and slows things down.
Next up will be the compound disassembly, cleaning and rust treatment.