- Joined
- Jun 7, 2016
- Messages
- 361
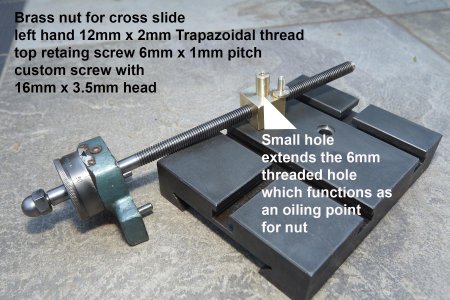
I am sure you all know that small job that jumps into the middle of a larger project and you see that there will be an element of cross over. Well this was a small project to make a new cross slide brass nut for a friends old lathe. It just so happens that I am going to use the same trapazoidal thread on our trueing stand...... so now I have the custom taps made and have made a new nut for his cross slide.
Now its time to get back to the main project.
Mal
Now its time to get back to the main project.
Mal