- Joined
- Dec 18, 2022
- Messages
- 1,675
That looks a lot better....After she helped me file the dings.

That looks a lot better....After she helped me file the dings.
I like Accusize tools as well, they are Canadian and I have quit a few of their instruments and tools.I have some Mitutoyo instruments. They are nice, but a bit expensive.
Clockwise Tools, Amazon, seems to make some nice tools and are reasonably priced. I have not purchased a micrometer from them, but I have purchased digital dial micrometer (plunge micrometer) from them and it works really well. I measured it and calibrate it: 1 micron resolution and accurate to 5 microns over the full 1 inch stroke. I actually built a set up to make these measurements. I was impressed enough to purchase two more plus the cables to present the data directly into a spread sheet.
Delivered this week. ~ $65

Also, if you have not gotten one of these edge detectors you might want to. Cheap and I use mine all the time. They are especially nice if you have DRO on your machine so that you can return tot he same point.
Mitutoyo 050101, Edge Finder, 3/8" Dia. Shank, .200" Dia. Tip
I was looking at the surface where it appeared to have burs and gouges, Mine did not look like that, it was scraped on one side and smooth on the other without the rough edges and gouges.... It may be a difference in the head weight also.... HummmmYou really only need a board under the head just behind the spindle to adjust the gib. There is a flat spot there. I would not put the board under the spindle itself. Why stress it? When my mill was shipped to me it had a board located between the table and the area just behind the spindle.. The put the board there and then lowered the head until the weight was on the board. The board was a piece of scrap thick plywood cut to about 1.5 x 2 x 8" or so. Just lower the head until it is resting on the board and the board does not fall out. Do not force it down so that the lead screw is binding.
On the other hand if you are going to pull the gib all the way out you will need more than just one board. When I want to do this I use a long steel wood working clamp and clamp the saddle way to the column so that the saddle/head cannot fall off the column. (I don't think that the ways would clear each other if the gib was completely removed but why risk it and why let them get beat up? ) I would not even take the chance. Anyway, when you clamp the column to the saddle some of the paint may come off. Mind did. The cast iron under the paint has a thick layer of soft bondo compound (like automobile body bondo to fill holes) on it to make it look smooth. The casting is very rough. A very ugy finish. So when you clamp to it it tends to crush and the paint breaks away with the bondo.
Gib photos. In the photos it looks like the screw head has a pretty good over lap with the edges of the gib. You should be safe at the screw. It may just be the high mag of the pictures, but maybe you should clean the surfaces of the column half of the ways. They look a bit dirty. Just rub them down with a way oiled rag or paper towel.
I don’t know did not have a milling machine before. But it should not have them in my perspective as I cannot physically do that kind of damage. If it stops it stops and I use torque wrench whenever possible.I was looking at the surface where it appeared to have burs and gouges, Mine did not look like that, it was scraped on one side and smooth on the other without the rough edges and gouges.... It may be a difference in the head weight also.... Hummmm
I do not have a good granite surface either. I do have a scrap piece of marble/granite counter top that gets rare occasional use. The mill table is smooth/flat enough for me to see if a drill bit is flat etc. Just roll it and see if it stops on one side (bowed). I assume you purchased a vice with the mill. If not one can spend a lot on them. The one I got from PM works fine. Sometimes I wish I had purchase two at the same time that were matched to the same height. Then I could use both to mount longer or larger parts and still have the part be level.I don’t have a flat granite surface to use the dial indicators for measurements.
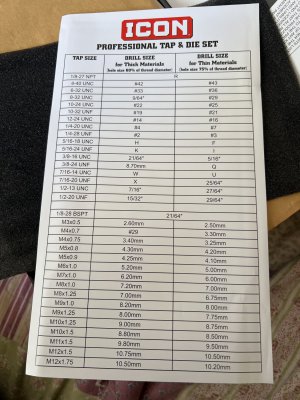
Thanks a lot man, I will use your tips for sure and get what you said. I got a pair of parallels from hf for the vice did not get one yet. I am not sure and wanted to have the mill running and see what I will need “size” some are pro 6” some 4” or something in between. One question though. I got a hf tap and die set for metric sae and it did not come with the drill bits. Is there a way to undersize some bits so I can use them for the tap and die set?@tim81
I do not have a good granite surface either. I do have a scrap piece of marble/granite counter top that gets rare occasional use. The mill table is smooth/flat enough for me to see if a drill bit is flat etc. Just roll it and see if it stops on one side (bowed). I assume you purchased a vice with the mill. If not one can spend a lot on them. The one I got from PM works fine. Sometimes I wish I had purchase two at the same time that were matched to the same height. Then I could use both to mount longer or larger parts and still have the part be level.
You got the mill in late Oct.? So before you buy a lot of other stuff... Maybe you should make/machine a few things before buying a lot more stuff. Somethings are cheap, but it is really easy to think you need some expensive thing which you do not use very often. I am not trying to be snarkey .... The more you make the more you find out what is needed, wish for, or what you purchased that you do not used much. What do you plan to make or are you a true Hobby Machinist, who spends more time working on the machine than using it for making things. When I purchased my machine it was delivered on a pallet and put on the floor of the garage with the stand in a second box/pallet. I needed to move it to the basement. So I decided the first thing I would make would be a somewhat flat dolly with casters to bolt to the mill stand. I got some flat 3/8" steel pieces of proper width and length and bolted them together with the casters and had a dolly. I used the CNC mill, while still on the pallet, to drill lots of holes in the steel plates. The bolt holes were to hold the 4 plates together and to mount the casters at the corners. As I said I did this drilling while the mill was still on the pallet so no leveling or anything. I was on my knees on the garage floor. I used this base twice, first to wheel the stand around the basement. Then, lather to move the mill around. In each case I had made bolt holes to bolt the stand and then the mill directly to the dolly. I had to take the table off the mill to get it through the walk out (three steps up) basement door. Anyway, I learned a lot about the machine during this drilling and taping.
Here is another cheap thing that is worth having. After drilling a hole that you want to tap you put it in the mill chuck and it will hold your tab handle straight and prevent you from starting the threads crooked or accidentally slipping and breaking the tap off in the hole. It spring loads the tap/handle to press the tap down at the hole. Amazon search "Spring Center Tap Guide Tool to Align Tap" There are a lot of them to choose from. Cost ~$10. Your tap handle should have a small hole at the end opposing the tap so that the point will got into it. The one I purchased sort of looked like the following, but there is not much to them. Just get one that does not have too many bad reviews:
https://www.amazon.com/Spring-Center-knurl-Guide-threading/dp/B01MYANERZ/ref=sr_1_9?crid=16WCU2LALZUNE&keywords=Spring+Center+Tap+Guide+Tool+to+Align+Tap&qid=1701319721&s=industrial&sprefix=spring+center+tap+guide+tool+to+align+tap,industrial,98&sr=1-9
If you do not have a "tap handle" get one with top hole. They do not all have them. Reversible is not necessary as the tap handle freely turns when the guide is pressed down on it. They also make a tap handle which has a rod sticking out the top which will fit in a mill chuck and yet free wheels. I have a lot of tap handles I have picked up over the years. Tap handles come in different sizes for small and large tap diameters. They all work, but some of them hold the tap more firmly. Some are reversible and some are not. A nice feature sometimes when hand tapping and not using it in the mill or lathe. But sometimes it is a nuisance as it slips from one direction to the other. It does not really reverse direction, it is just that you flip the lever and then it ratchets in the opposite direction.
The picture shows the hole in the back end of the handle.
View attachment 468840
If you got a vise then "Precision Parallel Set" for the vice jaws are handy. They hold your work up out of the vice jaws. Precision matched so that the work is the same height on both sides. They come in different widths.... to match vice widths.
Another thing that is handy: matched pair of 123 machinist's blocks.
There is no end to this stuff ....
Enough for tonight.
Dave L.










There is a set of drill bits HF sells, they have all of the Imperial sized bits including the numbered set, the lettered set and the standard set. If you plan to do a lot of tap work it is worth buying the HSS set with the gold coating then as you wear them out and/or break them replace them with Cobalt bits one at a time, that will give the best bits for the ones you use often and a good bit for those you need occasionally. Also find a good tap chart that tells you what size bit you need for the threads you wish to cut.Thanks a lot man, I will use your tips for sure and get what you said. I got a pair of parallels from hf for the vice did not get one yet. I am not sure and wanted to have the mill running and see what I will need “size” some are pro 6” some 4” or something in between. One question though. I got a hf tap and die set for metric sae and it did not come with the drill bits. Is there a way to undersize some bits so I can use them for the tap and die set?
")