One hole in 3/8 steel?
Speed is too fast.
Hole saws hate speed.
Put the lathe in as slow as it can go and a bit of oil.
Brilliant! I made another flange today and put the hole saw in the tailstock chuck. Put the countershaft belt on the slowest pulley combo and engaged the back gears. The hole saw was actually making chips! Running them on my drill press I'd only ever seen them make dust, obviously I was running it too fast, even if it was the slowest setting on the drill press.
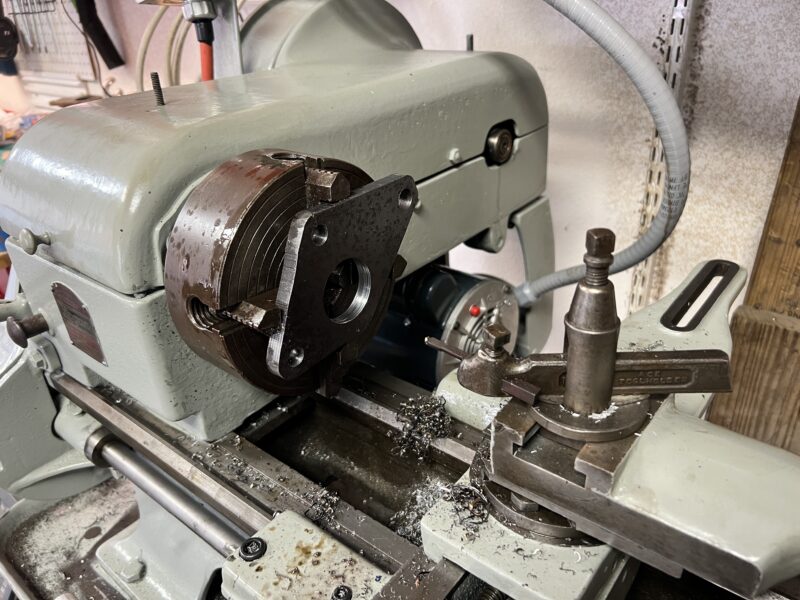
But let's back up a second...I decided to jump on a QCTP. The 1/4" HSS bits were fine but not...ideal. The AXA kit from LittleMachineShop comes with a square chunk of metal to be turned down to fit the t-slot. It took some doing, but I got there.
I set up a coupe of tools and dialed them in.
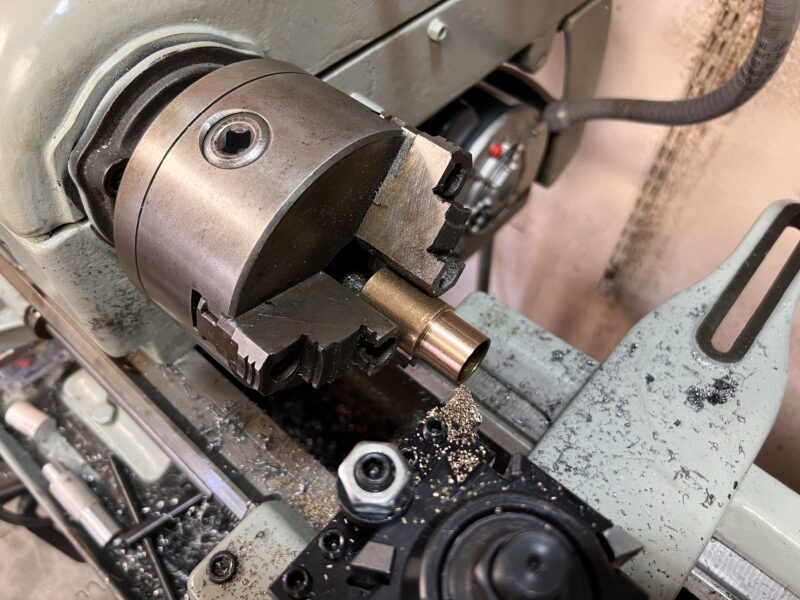
Then I went to set up a boring bar...disaster! The boring bar holder has a 3/4" diameter and includes a spacer to also accept 5/8" bars...but all of the boring bars I bought are 1/2". If only there was a tool used to create circular pieces of metal in whatever size and shape I wanted...
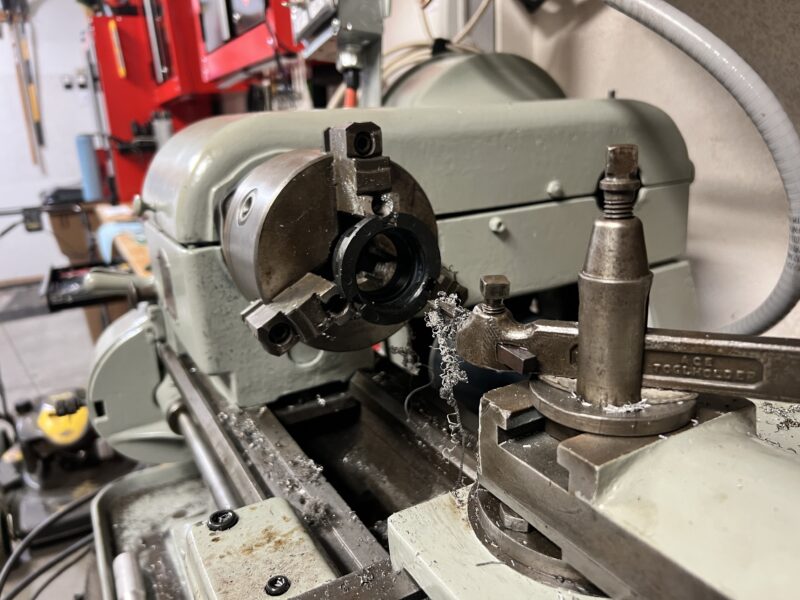
I grabbed some 1" aluminum stock and center drilled with a 31/64" bit. Then I turned the OD down to 0.745", same as the spacer that came with it. I slotted the spacer with a hacksaw, and voilà:
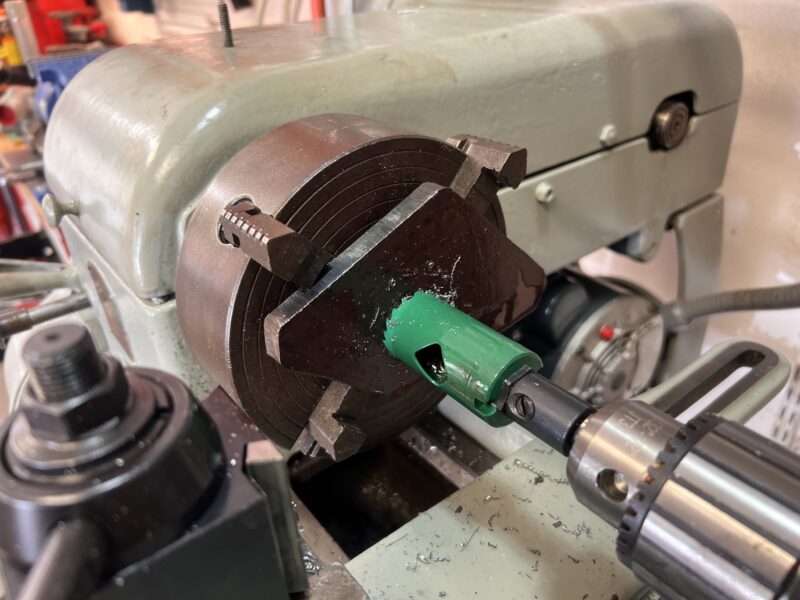
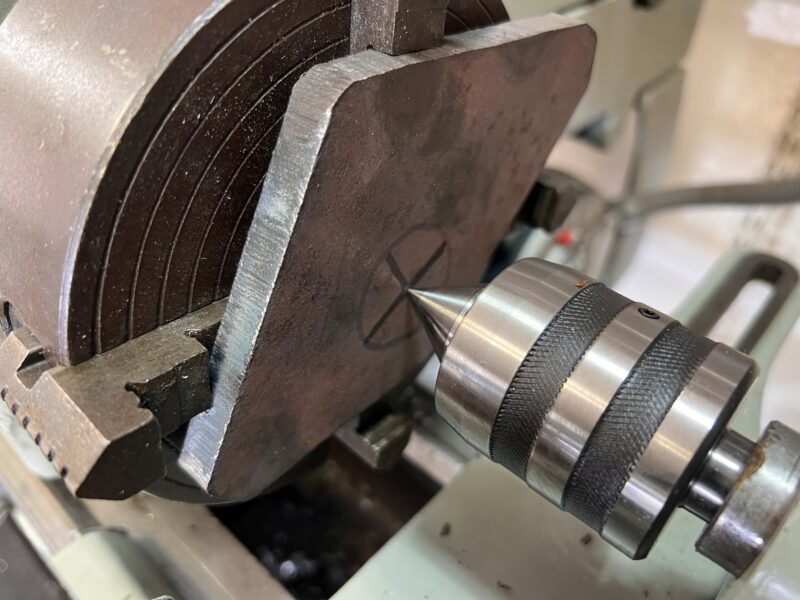
So now onto the turbo flange. I cut the shape out of a chunk of 3/8" plate and traced out where the hole needed to be. I center punched the middle and then chucked it up in the 4-jaw. This one went way quicker than the last one.
I centered-drilled the plate first, then switched to a 1-3/8" hole saw. Per
@tq60's recommendation, I dropped the lathe to its slowest speed, used some oil, and took it slow.
It worked like a charm and took far less time than it did when I was on the drill press running a much higher rotational speed.
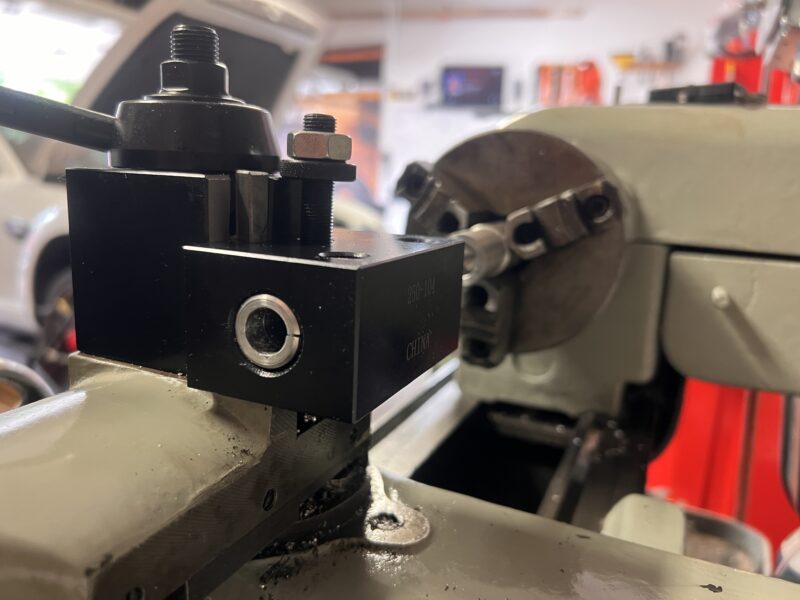
From there I dropped in the boring bar and took it to 1.450", which matches the turbo inlet diameter.
I could then clamp the flange to the turbo and center punch each hole, which then got drilled 11/32" and tapped M10x1.25.
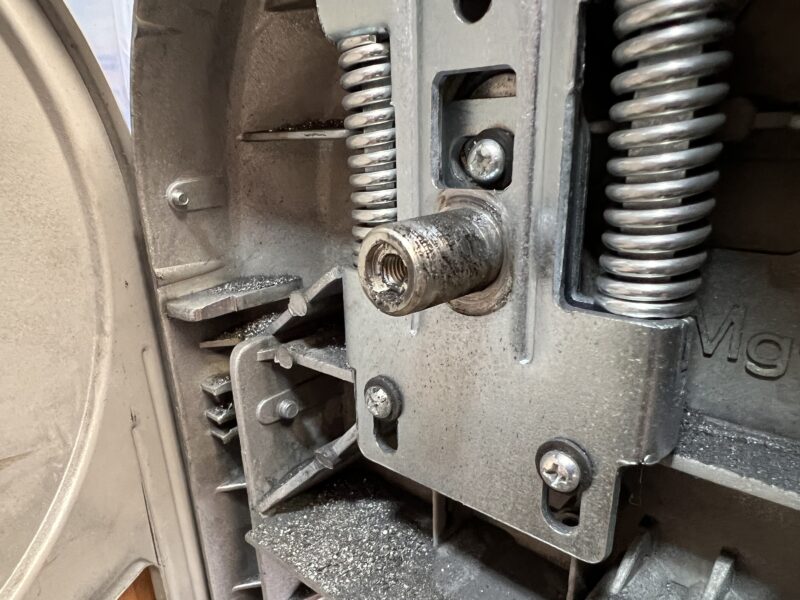
That was the easy part, now I have to try and fit these things in the car...