

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
New Possibilities for CNC Machine Tools using Gerbyl Machine Programmer
Thanks, nice document. Merry Christmas to you too. The text is information packed. It said that one was able to do gear cutting with the CNC ready Sherline lathe. I am not sure how that would be done. Would the blank be placed in the tool holder?
- Joined
- Nov 17, 2019
- Messages
- 22
I'm glad you liked the article. I hope it is of some help to you.It said that one was able to do gear cutting with the CNC ready Sherline lathe.
There I think I was just referring to CNC in general. Using a rotary tooth cutter you could certainly do it on a mill. But I could see placing a round blank onto the rotary table mounted on a lathe and use the rotary table to bring each tooth to bear. The X-Axis could be used to bring a fixed tool across the blank as a shaper might cut a keyway into a hole. The Y-Axis would be used to control the depth of cut which would move by a stepover on each pass. This would require a fair amount of force and a lot of passes so it would probably not be the best way to do it. I didn't intend for the whole article to be just about lathes. The lathe+rotary table was just an example and the idea I had in mind for cutting threads. Coordinating the three axes by hand on a manual machine would be a nightmare but easily done with CNC. The X-Carve CNC router (that has more in common with a mill than a lathe) was another example.
Last edited:
- Joined
- Nov 17, 2019
- Messages
- 22
Here's a description of a similar method. They called it Gear Broaching: https://fvht.com/gallmar/gear-broachingHmmm, I see. That would require the rotary table, then. I tried cutting a gear on a manual lathe shaper style. It was very tedious and error prone.
And an article: https://gearsolutions.com/features/the-dynamic-art-of-gear-broaching/
I think broaching, though, is a multi-stage cutter where each successive tooth cuts a little more so that a single action can make the whole cut in a single pass. You could use a single cutting edge with multiple passes and that would not be correctly called broaching.
I'd like to try it but it depends on coming up with the appropriate cutter. I have a binocular microscope that uses a gear system for its zoom feature. It uses a mix of aluminum and plastic gears to move the two eye pieces together. Unfortunately, one of the plastic gears broke years ago. I contacted the manufacturer and they told me they obsoleted that model a long time ago and offers no support. So it is up to me to produce a replacement gear. Having disposed of the pieces of that gear years ago, I will have to reconstruct what the gear would have been like and my plan is to make it out of aluminum so it will last longer.
Last edited:
- Joined
- Nov 17, 2019
- Messages
- 22
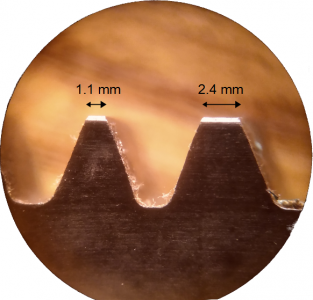
I recently bought an arbor press from Grizzly and the manufacturer had used something like gear broaching to make the rack part of the rack and pinyon gear system's teeth. I am guessing that the tool was set up like a type-setting platen so that it held four tooth cutters at a time. One of the cutters was about 0.65mm off where it was supposed to be so that one shoulder was only 1.1mm wide while the next one was 2.4mm wide. The others were all correct at about 1.75mm. The rack used this assembly multiple times so that the flaw in the rack repeated every four teeth. When you cranked the handle it would knock when the teeth hit the offset. Needless to say, I complained about it and Grizzly sent me a replacement machine which they said would be inspected. Fortunately, the replacement didn't have that flaw or the flaw in the handle due to its retaining hole being drilled at a crooked angle.
Attachments

Last edited:
- Joined
- Jan 28, 2020
- Messages
- 193
PabloMack,
I read your article. It contains several insights, and information and ideas that are new(s) to me. I will print it and read it again.
I purchased a Sherline manual lathe and a Sherline manual mill two years ago as a beginner in the machining hobby. The learning curve turned out to be larger and steeper than I expected. Starting with small manual machines that have many dedicated accessories, good manufacturer support, and a substantial online community of users has been helpful.
I purchased an Arduino microcontroller kit last year, to learn how to use the microcontroller, and to eventually add a stepper motor to my Sherline lathe on the z-axis -- for smoother finishes.
One aspect that I like about the Shetline machines is the ability to temporarily move the mill headstock to the lathe when making tool holders and collet chucks for the mill. This allows runout of the tool holders and collet chucks to be minimized.
I have a question for you. A Sherline mill does not have a quill. To drill at an angle requires mouting the workpiece at the angle or turning the column to the angle. Question: Can CNC be used in lieu of a quill, to allow drilling at an angle after turning the headstock?
Karl A
I read your article. It contains several insights, and information and ideas that are new(s) to me. I will print it and read it again.
I purchased a Sherline manual lathe and a Sherline manual mill two years ago as a beginner in the machining hobby. The learning curve turned out to be larger and steeper than I expected. Starting with small manual machines that have many dedicated accessories, good manufacturer support, and a substantial online community of users has been helpful.
I purchased an Arduino microcontroller kit last year, to learn how to use the microcontroller, and to eventually add a stepper motor to my Sherline lathe on the z-axis -- for smoother finishes.
One aspect that I like about the Shetline machines is the ability to temporarily move the mill headstock to the lathe when making tool holders and collet chucks for the mill. This allows runout of the tool holders and collet chucks to be minimized.
I have a question for you. A Sherline mill does not have a quill. To drill at an angle requires mouting the workpiece at the angle or turning the column to the angle. Question: Can CNC be used in lieu of a quill, to allow drilling at an angle after turning the headstock?
Karl A
Last edited:
- Joined
- Nov 17, 2019
- Messages
- 22
Hi Karl,
I'm not sure what you meant when you said you moved the mill's headstock to the lathe. The headstocks on my mill and lathe are identical except for the decals on their sides. I empathize with you with your cautious approach to CNC. I would have recommended going straight to CNC-Ready machines because you can still attach hand wheels to these machines and use them both manually and under computer control. I am not sure what is involved in upgrading a manual machine that don't have the motor mounts for CNC. But I am sure that it is a lot more challenging than putting hand wheels on a CNC-Ready machine.
To answer your question...I think you could. All CNC does is to effectively turn your hand wheels for you. You could conceivably do this on either a lathe or a mill. I think it would be preferable to rotate the part and do it on a mill, leaving the mill's headstock square to the machine. The way you describe could be done but it might be tricky. Any way you do it, the plunging of the drill bit must be linearly inline with the hole you are drilling.
You can't physically do anything with a CNC machine that can do with a manual machine. But manually coordinating simultaneous motions on two or more axes at the same time is not practicable for a human to do. If you were an android like Data on Star Trek TNG you might be able to do it. But moving at an angle or circumscribing an arc really requires automatic machine control. A Cross Slide can turn an angled linear motion (when the 3rd axis doesn't change) into a 1-dimensional motion. But a CNC machine doesn't need this because it can control both X and Y simultaneously to accomplish the same thing. Tracing arcs would be even more challenging to do manually. The GRBL firmware enables you to trace arcs in a two -dimensional plane (X&Y, Y&Z or Z&X) while doing a linear motion in the 3rd dimension. That is much harder than chewing bubble gum and juggling three bowling pins at the same time.
Of course you know that there is a serious problem with starting a drill hole in the right place if the drill bit is not perpendicular to surface being drilled. It will want to walk down the slope. But if you have to do it, make the start with a center drill bit.
I'm not sure what you meant when you said you moved the mill's headstock to the lathe. The headstocks on my mill and lathe are identical except for the decals on their sides. I empathize with you with your cautious approach to CNC. I would have recommended going straight to CNC-Ready machines because you can still attach hand wheels to these machines and use them both manually and under computer control. I am not sure what is involved in upgrading a manual machine that don't have the motor mounts for CNC. But I am sure that it is a lot more challenging than putting hand wheels on a CNC-Ready machine.
I have a question for you. A Sherline mill does not have a quill. To drill at an angle requires mouting the workpiece at the angle or turning the column to the angle. Question: Can CNC be used in lieu of a quill, to allow drilling at an angle after turning the headstock?
To answer your question...I think you could. All CNC does is to effectively turn your hand wheels for you. You could conceivably do this on either a lathe or a mill. I think it would be preferable to rotate the part and do it on a mill, leaving the mill's headstock square to the machine. The way you describe could be done but it might be tricky. Any way you do it, the plunging of the drill bit must be linearly inline with the hole you are drilling.
You can't physically do anything with a CNC machine that can do with a manual machine. But manually coordinating simultaneous motions on two or more axes at the same time is not practicable for a human to do. If you were an android like Data on Star Trek TNG you might be able to do it. But moving at an angle or circumscribing an arc really requires automatic machine control. A Cross Slide can turn an angled linear motion (when the 3rd axis doesn't change) into a 1-dimensional motion. But a CNC machine doesn't need this because it can control both X and Y simultaneously to accomplish the same thing. Tracing arcs would be even more challenging to do manually. The GRBL firmware enables you to trace arcs in a two -dimensional plane (X&Y, Y&Z or Z&X) while doing a linear motion in the 3rd dimension. That is much harder than chewing bubble gum and juggling three bowling pins at the same time.
Of course you know that there is a serious problem with starting a drill hole in the right place if the drill bit is not perpendicular to surface being drilled. It will want to walk down the slope. But if you have to do it, make the start with a center drill bit.
Last edited:
- Joined
- Jan 28, 2020
- Messages
- 193
PabloMack,
Each individual headstock has it's particular amounts of radial and axial runout. By making a toolholder on the headstock on which it will be used, the runout of that headstock can be significantly reduced. At least, that's what I think. (The TIR of my Beall ER-32 collet chuck differs significantly on my two headstocks 0.0006 inch on my mill and 0.0016 inch on my lathe.)
In mid-January 2020 when I was considering which Sherline lathe to buy, I asked Sherline if/when they would sell ball-screw lathes. The reply I received was, "Ball screw lathes will be available for sale later this month." It took a lot longer than half-a-month for Sherline to start selling them.
Knowing myself, if/when I go full CNC, it would probably be with machines with ball screws. Varying and changing amounts of runout on the different axis doesn't bother me when operating manually, but I have thought that I would find it intolerable with CNC to need to reprofile or readjust the amounts of backlash as they changed with usage of the machine.
I added the rotary column attachment to my mill, to allow the column to be turned to an angle for drilling at an angle, and to make aligning the column to the table easier (than using shims). I don't like this accessory, as it is difficult to realign the column. It doesn't turn smoothly, and the act of tightening its screws causes it to shift. I will probably remove the accessory, and keep the column always vertical. Keeping the column vertical would allow me to add a buttress to stiffen the column. Stiffening the column would make drilling at an angle via CNC-simulated-quill more doable. I agree, though, that mounting the workpiece at the angle is the better way
Karl
Each individual headstock has it's particular amounts of radial and axial runout. By making a toolholder on the headstock on which it will be used, the runout of that headstock can be significantly reduced. At least, that's what I think. (The TIR of my Beall ER-32 collet chuck differs significantly on my two headstocks 0.0006 inch on my mill and 0.0016 inch on my lathe.)
In mid-January 2020 when I was considering which Sherline lathe to buy, I asked Sherline if/when they would sell ball-screw lathes. The reply I received was, "Ball screw lathes will be available for sale later this month." It took a lot longer than half-a-month for Sherline to start selling them.
Knowing myself, if/when I go full CNC, it would probably be with machines with ball screws. Varying and changing amounts of runout on the different axis doesn't bother me when operating manually, but I have thought that I would find it intolerable with CNC to need to reprofile or readjust the amounts of backlash as they changed with usage of the machine.
I added the rotary column attachment to my mill, to allow the column to be turned to an angle for drilling at an angle, and to make aligning the column to the table easier (than using shims). I don't like this accessory, as it is difficult to realign the column. It doesn't turn smoothly, and the act of tightening its screws causes it to shift. I will probably remove the accessory, and keep the column always vertical. Keeping the column vertical would allow me to add a buttress to stiffen the column. Stiffening the column would make drilling at an angle via CNC-simulated-quill more doable. I agree, though, that mounting the workpiece at the angle is the better way
Karl
Last edited:
- Joined
- Nov 17, 2019
- Messages
- 22
Karl,
I have wondered about why Sherline engineered their headstocks so they can be rotated after removal of the alignment bar. So far I haven't found a reason why I would want to do that. In a lathe, you will lose the benefit of a tail stock for long parts. It seems the only benefit for using a fixed cutter on a short part rotating on an angled headstock is that you can make diagonal cuts without needing a cross slide or CNC control. Given that I have CNC, it might have been cheaper for Sherline to build a lathe lacking a flexibility that I will never use. But then we come from a world of all manual machines so a lot of early machinists had to use these tricks to do some things with minimal hardware. As a CNC machinist, I often think about how to do something in software more than hardware. I suppose there might be capabilities that will fall through the cracks with this mentality. But there is an advantage to being able to store a configuration in my program and not have to remember what attachments and how I set up the specialty hardware for a particular project. And, as you talk about, having to re-square the mill's Z axis after every time I set it to an angle is just a bother that I would rather not have to deal with. Sherline machines have adjustments and graduations that I really never use. If those could all to be stripped off and replaced with something else, I'd rather have spent the same amount of money on a larger CNC machine.
I have wondered about why Sherline engineered their headstocks so they can be rotated after removal of the alignment bar. So far I haven't found a reason why I would want to do that. In a lathe, you will lose the benefit of a tail stock for long parts. It seems the only benefit for using a fixed cutter on a short part rotating on an angled headstock is that you can make diagonal cuts without needing a cross slide or CNC control. Given that I have CNC, it might have been cheaper for Sherline to build a lathe lacking a flexibility that I will never use. But then we come from a world of all manual machines so a lot of early machinists had to use these tricks to do some things with minimal hardware. As a CNC machinist, I often think about how to do something in software more than hardware. I suppose there might be capabilities that will fall through the cracks with this mentality. But there is an advantage to being able to store a configuration in my program and not have to remember what attachments and how I set up the specialty hardware for a particular project. And, as you talk about, having to re-square the mill's Z axis after every time I set it to an angle is just a bother that I would rather not have to deal with. Sherline machines have adjustments and graduations that I really never use. If those could all to be stripped off and replaced with something else, I'd rather have spent the same amount of money on a larger CNC machine.
Last edited: