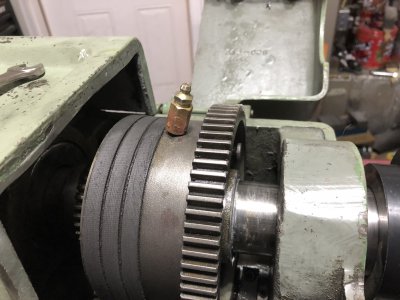
I managed to diagnose the source of the spindle noise down to extremely worn bushings in the main drive pulley.
After going through a long deductive process of eliminating every other possibility, this is the only source of noise that remained. I replaced all the idler bearings, and verified the main spindle bearings are acceptable. The spindle did spin free, and made no noise with the bull gear direct drive pin disengaged. It only made noise with the direct drive pin engaged.
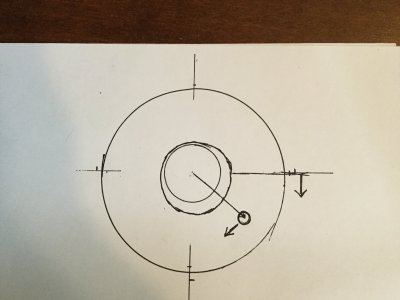
The explanation of the noise is pretty complicated, I tried to draw a pic, but I really need to make an animation. The deal is the bushing are worn oversize, and are almost certainly an eccentric. The belt applies a constant torque to the pulley. But the pulley applies a torque to the spindle through the bull gear pin. The direction of this torque changes as the spindle / pulley assembly rotates. So, sometimes the belt will want to lift the pulley up, and sometimes it will want to drag it down, depends on the angle of the pin. It’s this changing torque that hammers the pulley back and forth. With the pin disengaged, the torque is constant, so you don‘t get the hammering. The main idea is that with this kind of drive pin, you do need a surprisingly tight bushings.
Hopefully this information will help others diagnose their spindle noise issues.
The last two pics here are the actual bushings. Some previous owner rammed one of the bushings in all the way, thus blocking the oil hole.
Because I don’t have access to another lathe (even though there’s a complete unused machine shop down the hall from my office, the university bureaucracy makes it off limits), anyways, I have to use this lathe to make parts for itself. So, as a temporary hack, I packed the pulley bushings full of high pressure grease. I made a quick adaptor, drilled a hole in a 1/4-20 screw (thread of the oil hole), soldered a pipe to it, with a grease zerk. Then packed the crap out of these bushings with grease.
Sure enough, it quieted the lathe down significantly.
I also replaced the motor drive belt with a new one, with the belt change, at least the lathe no longer feels like a rodeo bull.
With the lathe hacked together enough now, I‘m going to make an arbor to hold bushings as I turn them.
I can verify that this drive belt fits correctly, there are two different styles of Clausing underdrive configurations, and both take this size belt:
Lower variable speed belt
Clausing number- 051-022
Original- RVS 505 09
Replacement- 1626V262