Our plastic raw material products will enable small, medium and large companies, including manual & CNC shops, makers, designers, model builders, furniture manufacturers, cabinet makers, hobbyists, prototyping bureaus and more. Our machine grade blocks and rods are available in small quantities, in different colors and at very affordable prices that can boost creativity and will help your...


























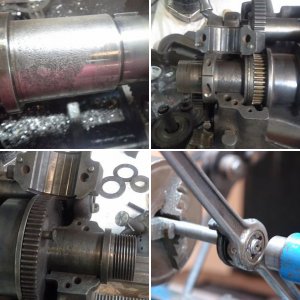


























































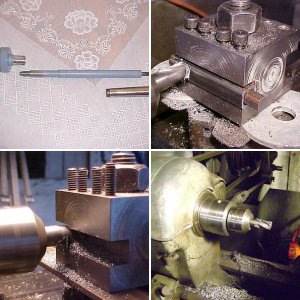













































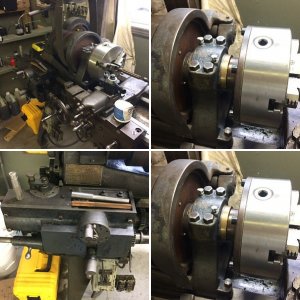














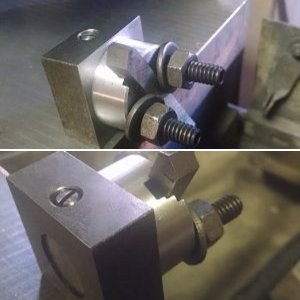


























 Couldn't contain myself, lowered the tool post slightly and took .005 off. I am loving it, made great swarth, nice long pcs and some 1-2" spiral pcs..haha I know my technique is bad as I have no practice, I could tell I...
Couldn't contain myself, lowered the tool post slightly and took .005 off. I am loving it, made great swarth, nice long pcs and some 1-2" spiral pcs..haha I know my technique is bad as I have no practice, I could tell I...